PA 6 vs PA 12: Základní rozdíl na první pohled
PA 6 (Polyamid 6, také známý jako Nylon 6) a PA 12 (Polyamid 12, také známý jako Nylon 12) jsou oba technické termoplasty z rodiny polyamidů, ale výrazně se liší molekulární strukturou, absorpcí vlhkosti, chemickou odolností, mechanickými vlastnostmi a chováním při zpracování. Číslo v jejich názvech odkazuje na počet atomů uhlíku v monomerním řetězci — PA 6 je vyroben z kaprolaktamu (6 uhlíků), zatímco PA 12 je odvozen z laurolaktamu (12 uhlíků). Tento zdánlivě jednoduchý strukturální rozdíl vytváří dramaticky odlišné chování materiálů v reálných aplikacích.
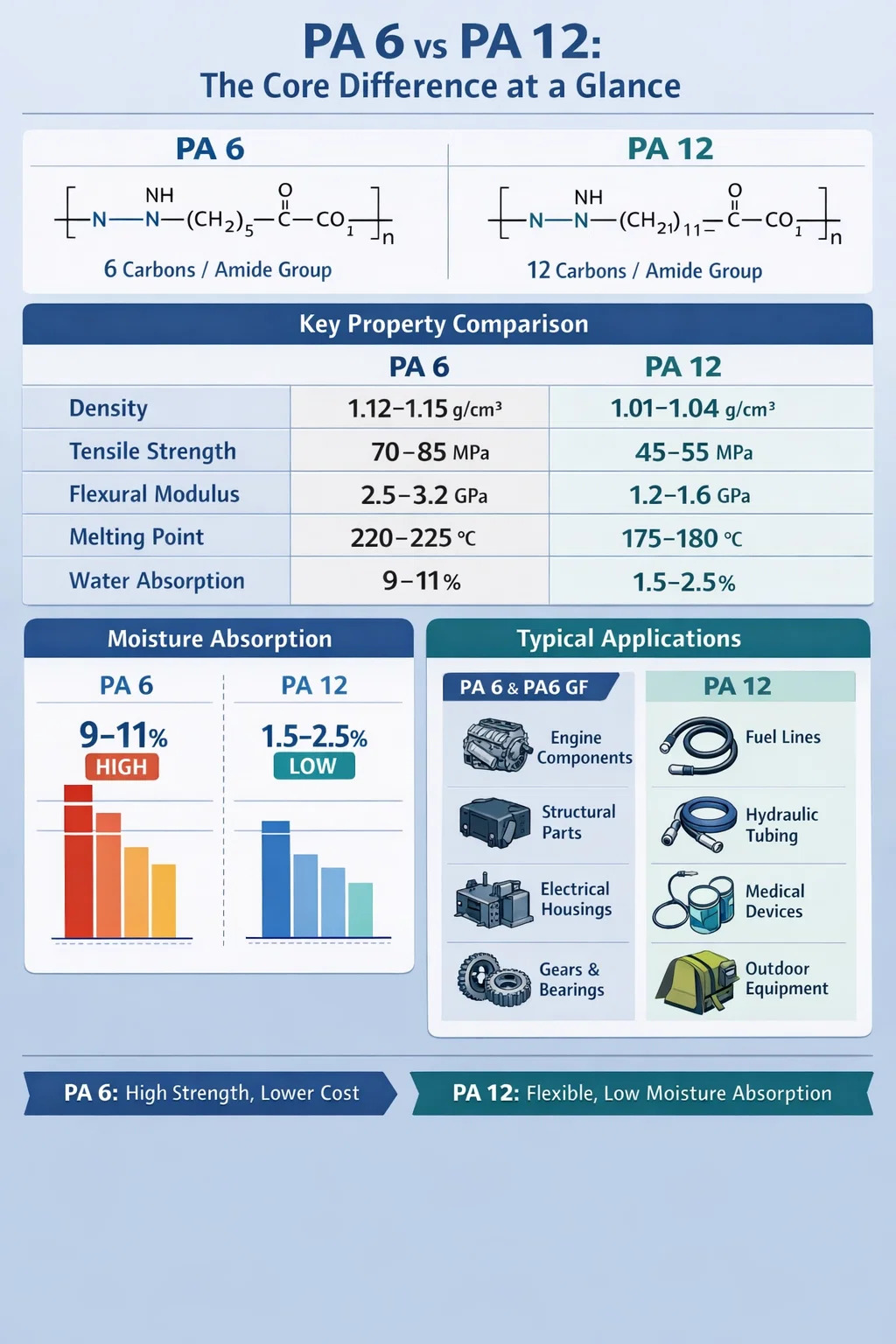
Stručně řečeno: PA 6 nabízí vyšší tuhost, lepší mechanickou pevnost a nižší cenu, takže je ideální pro konstrukční a nosné komponenty. PA 12 vyniká rozměrovou stabilitou, nízkou absorpcí vlhkosti a flexibilitou, díky čemuž je preferovanou volbou pro potrubí, palivová potrubí a venkovní aplikace, kde je odolnost proti vlhkosti kritická. Když je přidána výztuž ze skelných vláken — tvarování Materiály PA6 GF — výkonnostní rozdíl s PA 12 v tuhosti se ještě dále rozšiřuje ve prospěch PA 6.
Molekulární struktura a hustota amidových skupin
Základní rozdíl mezi PA 6 a PA 12 spočívá v tom, jak často se amidové skupiny (-CO-NH-) objevují podél hlavního řetězce polymeru. V PA 6 se amidová vazba vyskytuje na každých 6 atomech uhlíku. V PA 12 se mezera rozšiřuje na 12 atomů uhlíku mezi každou amidovou vazbou.
Amidové skupiny jsou hydrofilní – přitahují a vážou molekuly vody prostřednictvím vodíkových vazeb. To znamená, že PA 6 s vyšší hustotou amidových skupin absorbuje podstatně více vlhkosti než PA 12. PA 6 může absorbovat až 9–11 % vlhkosti při nasycení vodou, zatímco PA 12 absorbuje pouze asi 1,5–2,5 %. Nejde o zanedbatelný rozdíl – přímo ovlivňuje rozměrovou stabilitu, mechanické vlastnosti a elektrické vlastnosti po dobu životnosti produktu.
Delší alifatický řetězec v PA 12 také přispívá k větší pohyblivosti řetězce a nižší teplotě skelného přechodu. PA 12 zůstává flexibilní i při teplotách až -40 °C, a proto je široce používán v automobilových palivových a brzdových potrubích v aplikacích za studena.
Srovnání klíčových vlastností: PA 6 vs PA 12
Níže uvedená tabulka poskytuje vedle sebe technické srovnání nejdůležitějších vlastností materiálů pro konstruktéry, kteří vybírají mezi těmito dvěma polyamidy.
| Majetek | PA 6 | PA 12 |
|---|---|---|
| Hustota (g/cm³) | 1.12–1.15 | 1.01–1.04 |
| Pevnost v tahu (MPa) | 70–85 | 45–55 |
| ohybový modul (GPa) | 2,5–3,2 | 1,2–1,6 |
| Bod tání (°C) | 220–225 | 175–180 |
| Absorpce vody (nasycení, %) | 9–11 | 1,5–2,5 |
| Flexibilita při nízkých teplotách | Mírný | Vynikající (do -40°C) |
| Chemická odolnost | Dobře | Výborně |
| UV odolnost | Mírný | Dobře |
| Relativní materiálové náklady | Nízká | Vysoká (2–3× PA 6) |
| Zpracovatelnost | Výborně | Dobře |
Absorpce vlhkosti a rozměrová stabilita
Absorpce vlhkosti je jedním z nejkritičtějších faktorů odlišujících PA 6 od PA 12 v praktickém inženýrství. Díly PA 6 mohou změnit své rozměry až o tolik 1,5–2,0 % na délku protože časem po formování absorbují vzdušnou vlhkost. To činí přesné součásti vyrobené z nevyztuženého PA 6 náročnými pro použití v sestavách s nízkou tolerancí, pokud není do návrhu započítáno kondicionování nebo pokud se k potlačení rozměrových změn nepoužije vyztužení skleněnými vlákny.
PA 12 oproti tomu vykazuje za stejných podmínek rozměrové změny menší než 0,5 %. Díky tomu je mnohem předvídatelnější v provozu a je to jeden z hlavních důvodů, proč konstruktéři volí PA 12 pro hydraulické konektory, přesné fitinky a hadičky s malým průměrem, kde musí fit a funkce zůstat konzistentní v prostředí s měnící se vlhkostí.
Vlhkost také ovlivňuje mechanické vlastnosti. Díl PA 6 testovaný za sucha po lisování může vykazovat pevnost v tahu 80 MPa, ale po kondicionování na rovnovážný obsah vlhkosti při 50% relativní vlhkosti může tato klesnout na přibližně 55–60 MPa. Toto je známý kompromis, který je třeba vzít v úvahu při specifikaci PA 6 pro konstrukční aplikace. PA 12 vykazuje mnohem menší variace – jeho podmíněné mechanické vlastnosti zůstávají blízké hodnotám za sucha, což konstruktérům zjednodušuje specifikaci materiálu.
PA 6 vyztužený skleněnými vlákny: Co přináší materiály PA6 GF na stůl
Když se k PA 6 přidá skleněné vlákno, výsledný materiál PA6 GF (běžně dostupný jako PA6 GF15, PA6 GF30, PA6 GF50 atd., kde číslo udává obsah skleněných vláken v hmotnostních procentech) prochází dramatickou proměnou tuhosti a pevnosti. Jedná se o jednu z nejpoužívanějších strategií vyztužení v technických plastech.
Jak skleněné vlákno mění výkon PA 6
PA6 GF30 (30% skelným vláknem vyztužený PA 6) je nejčastěji specifikovanou jakostí. Dodává:
- Pevnost v tahu 170–190 MPa , více než dvojnásobek oproti nevyztuženému PA 6
- Modul pružnosti v ohybu 8–10 GPa ve srovnání s 2,5–3,2 GPa pro čistý PA 6
- Snížená absorpce vlhkosti – samotné skleněné vlákno neabsorbuje vodu, takže efektivní absorpce vlhkosti v kompozitu je výrazně nižší než u čistého PA 6
- Vylepšená rozměrová stabilita – deformace a smrštění po formování jsou sníženy, i když anizotropní smrštění se stává novým hlediskem kvůli orientaci vláken
- Teplota odklonu tepla se zvýší na přibližně 200–210 °C (vs. ~185 °C pro čistý PA 6 při zatížení 1,8 MPa)
Materiály PA6 GF se široce používají v sacích potrubích automobilů, krytech motoru, konstrukčních konzolách, elektrických krytech a součástech průmyslových čerpadel. Kombinace vysoké tuhosti, dobré tepelné odolnosti a relativně nízkých nákladů na suroviny dělá z PA6 GF30 jednu z cenově nejefektivnějších technických směsí na trhu.
PA6 GF vs PA 12: Přímé srovnání
Při porovnávání materiálů PA6 GF s nevyztuženým PA 12 se výběr stává jemnějším. PA6 GF30 výrazně překoná PA 12 v tuhosti a tepelné odolnosti, ale PA 12 bude stále vítězit v pružnosti, chemické odolnosti vůči palivům a hydraulickým kapalinám a houževnatosti při nízkých teplotách. Pokud aplikace vyžaduje tuhou konstrukční část, která funguje při zvýšených teplotách, PA6 GF je jasným vítězem. Pokud je součástí flexibilní palivové potrubí nebo konektor vystavený brzdové kapalině a zimním teplotám -30°C, PA 12 zůstává správnou volbou.
Chemická odolnost: Kde PA 12 překonává
PA 12 má ve srovnání s PA 6 vynikající odolnost vůči širokému spektru chemikálií. Nižší hustota amidových skupin jej činí odolnějším vůči hydrolýze a napadení kyselinami, zásadami a organickými rozpouštědly. V automobilových aplikacích to znamená lepší odolnost vůči:
- Paliva, včetně směsí etanolu (E10, E85) a nafty
- Hydraulické kapaliny a brzdové kapaliny (DOT 4 a DOT 5.1)
- Silniční soli chloridu zinečnatého a chloridu vápenatého
- Automobilové tuky a mazací oleje
PA 6 funguje adekvátně v mnoha z těchto prostředí, ale může vykazovat praskání pod napětím, když je vystaveno působení chloridu zinečnatého při mechanickém zatížení – jev známý jako praskání pod napětím (ESC). To byl historicky problém s sponami a držáky PA 6 v prostředích pod kapotou, kde jsou přítomny postřiky obsahující silniční soli. PA 12 je podstatně méně náchylný k tomuto typu poruchy.
Pro farmaceutické aplikace a aplikace pro styk s potravinami nabízí PA 12 na některých trzích také regulační výhody díky svému nižšímu extrahovatelnému obsahu a stabilnější povrchové chemii v průběhu času.
Rozdíly ve zpracování mezi PA 6 a PA 12
Oba materiály jsou termoplasty zpracované primárně vstřikováním a vytlačováním, ale jejich rozdílné teploty tání a citlivost na vlhkost vedou k různým požadavkům na zpracování.
Požadavky na sušení
Vzhledem ke své vysoké absorpci vlhkosti je PA 6 zvláště citlivý na hydrolytickou degradaci během zpracování, pokud není řádně vysušen. Doporučené podmínky sušení pro PA 6 jsou typicky 80 °C po dobu 4–8 hodin v odvlhčovací sušičce k dosažení obsahu vlhkosti pod 0,2 %. Nesprávné vysušení PA 6 má za následek stopy po roztržení, sníženou molekulovou hmotnost a zhoršené mechanické vlastnosti ve výlisku. Materiály PA6 GF mají stejné požadavky na sušení.
PA 12 se svou mnohem nižší hygroskopicitou vyžaduje méně agresivní sušení – typicky 80 °C po dobu 2–4 hodin je dostačující. To může nabídnout výhodu efektivity zpracování při velkoobjemové výrobě.
Teplota tání a teplota formy
PA 6 se zpracovává při teplotách taveniny 240–280 °C, zatímco PA 12 se zpracovává při nižších 200–240 °C. Tato nižší teplota zpracování pro PA 12 může v některých případech snížit spotřebu energie a dobu cyklu. Nižší bod tání PA 12 však také znamená, že má nižší nepřetržitou provozní teplotu – relevantní při specifikaci dílů pro horká prostředí, jako jsou automobilové komponenty pod kapotou.
Smrštění a deformace
Nevyztužený PA 6 se během lisování izotropně smršťuje asi o 1,0–1,5 %. Materiály PA6 GF vykazují anizotropní smrštění – nižší ve směru toku (přibližně 0,2–0,5 %) a vyšší v příčném směru (přibližně 0,6–1,2 %) – což je třeba vzít v úvahu při návrhu formy, aby se zabránilo deformaci. PA 12 vykazuje mírné smrštění kolem 0,8–1,5 % a chová se předvídatelněji v tenkostěnných dílech díky své přirozené pružnosti.
Tepelný výkon a dlouhodobé tepelné stárnutí
PA 6 má vyšší bod tání (220–225 °C) a obecně lepší tepelné vlastnosti než PA 12 (175–180 °C). Po vyztužení skelným vláknem mohou materiály PA6 GF pracovat nepřetržitě při teplotách až 130–150 °C (s balíčky tepelných stabilizátorů), díky čemuž jsou vhodné pro aplikace pod kapotou automobilů.
PA 12 se svým nižším bodem tání má trvalou provozní teplotu typicky omezenou na 100–110 °C. Pro aplikace vyžadující trvalé vystavení teplu motoru nebo zvýšeným okolním teplotám to může být diskvalifikující omezení, které tlačí konstruktéry k materiálům PA6 GF nebo dokonce polyamidům s vyšší teplotou, jako je PA 46 nebo PPA.
K dispozici jsou tepelně stabilizované třídy obou materiálů. Typy PA6 GF30 HS (tepelně stabilizované) jsou běžně specifikovány pro součásti motoru, kde se předpokládá nepřetržité vystavení 150 °C, s krátkodobými špičkami až do 170 °C tolerovanými. Tepelně stabilizované jakosti PA 12 rozšiřují provoz na přibližně 120 °C nepřetržitě – zlepšení, ale stále nižší než PA6 GF v ekvivalentních aplikacích.
Typické aplikace: Kde se používá každý materiál
Různé profily vlastností materiálů PA 6, PA6 GF a PA 12 přirozeně vedou k různým aplikačním doménám. Následující rozdělení odráží skutečné vzorce používání v hlavních průmyslových odvětvích.
PO 6 a PO6 GF – Primární aplikační oblasti
- Automobilový průmysl: Sací potrubí (PA6 GF30/GF50), kryty motoru (PA6 GF30 HS), pouzdra vzduchových filtrů, součásti bezpečnostních pásů, pedálové systémy, kryty kol
- Elektro a elektronika: Kryty jističů, konektorové bloky, součásti rozvaděčů, kabelové spony, kryty motorů
- Průmyslové stroje: Ozubená kola, ložiska, pouzdra, komponenty dopravních pásů, tělesa čerpadel
- Spotřební zboží: Kryty elektrického nářadí, komponenty jízdních kol, rámy zavazadel, sportovní potřeby
- Textil: Příze, punčochové zboží, oděvní tkaniny (nevyztužené vlákno PA 6)
PO 12 – Primární aplikační oblasti
- Automobilové hadice: Palivová potrubí, brzdová potrubí, hydraulická potrubí, parní potrubí, vzduchové brzdové potrubí pro nákladní automobily
- Manipulace s průmyslovými kapalinami: Pneumatické potrubí, rozvody chemikálií, rozvody stlačeného vzduchu
- Lékařské přístroje: Komponenty katetru, rukojeti chirurgických nástrojů, pouzdra zařízení pro podávání léků
- 3D tisk (SLS): Prášek PA 12 je dominantním materiálem pro selektivní laserové slinování díky svému stálému chování taveniny a flexibilitě následného zpracování
- Pobřežní a podmořské: Ohebné trubky, opláštění kabelů, umbilikální komponenty pro ropnou a plynárenskou infrastrukturu
- Obuv: Komponenty lyžařských bot, části sportovní obuvi vyžadující flexibilitu při teplotách pod nulou
Úvahy o nákladech: PO 6 vs PO 12 Ekonomická realita
Cena je často rozhodujícím faktorem při výběru materiálu a PA 6 zde má podstatnou výhodu. PA 12 obvykle stojí 2–3krát více za kilogram než PA 6 a tato prémie se dále rozšiřuje při srovnání PA6 GF30 s PA 12. Cenový rozdíl odráží ekonomiku surovin – laurolaktam (monomer PA 12) je složitější a méně rozšířená chemikálie než kaprolaktam (monomer PA 6), který se celosvětově vyrábí ve velmi velkém měřítku.
U velkoobjemových spotřebních produktů nebo konstrukčních automobilových komponentů, kde je možné použít materiály PA 6 nebo PA6 GF, jsou úspory nákladů značné. Velký automobilový OEM vyrábějící 500 000 sacích potrubí ročně s použitím PA6 GF30 namísto ekvivalentu PA 12 (pokud by takový existoval s odpovídající tuhostí) by zaznamenal úspory na surovinách v řádu milionů dolarů ročně.
Cena PA 12 je opodstatněná pouze tehdy, když jsou jeho specifické vlastnosti – odolnost proti vlhkosti, chemická odolnost, flexibilita, nízkoteplotní vlastnosti – skutečně vyžadovány aplikací. Nadměrná specifikace PA 12, kde by postačovaly materiály PA 6 nebo PA6 GF, je běžnou, ale zbytečnou cenou v méně zkušených programech pro navrhování.
PA 6, PA6 GF a PA 12 v aditivní výrobě
V kontextu aditivní výroby, zejména selektivního laserového slinování (SLS), PA 12 dominuje na trhu fúze práškového lože. Jeho nižší bod tání, úzký rozsah tání a příznivé chování při opětovném tuhnutí usnadňují zpracování v systémech SLS bez nadměrné degradace nepoužitého prášku mezi jednotlivými vrstvami. Celosvětově nejrozšířenější komerční prášek SLS — EOS PA 2200 — je třídy PA 12.
Materiály PA 6 a PA6 GF byly úspěšně přizpůsobeny pro SLS, přičemž několik dodavatelů nyní nabízí práškové směsi na bázi PA6 vyztužené skleněnými kuličkami nebo uhlíkovými vlákny pro vyšší tuhost. Vyšší bod tání a užší procesní okno však PA 6 činí náročnějším v systémech SLS a nedosáhl v tomto procesu stejného přijetí na trhu jako PA 12.
Pro FDM (modelování tavené depozice) jsou k dispozici vlákna PA 6, ale vyžadují vysokoteplotní extrudéry (tryska nad 240 °C) a kryty kvůli sklonu materiálu absorbovat vlhkost a deformovat se. PA 12 funguje lépe v prostředích FDM pod širým nebem díky nižší absorpci vlhkosti a lepší přilnavosti vrstvy při nižších teplotách zpracování.
Udržitelnost a recyklovatelnost
PA 6 i PA 12 jsou termoplasty a jsou teoreticky recyklovatelné přetavením, ačkoli jejich mechanické vlastnosti se zhoršují s každým zpracovatelským cyklem v důsledku štěpení řetězce a snižování molekulové hmotnosti. V praxi se obsah postindustriální recyklace (PIR) častěji používá v nekritických aplikacích, jako jsou kabelové spojky, trubky a vstřikovaná pouzdra.
PA 6 má významnou výhodu v chemické recyklaci. Kaprolaktam (monomer PA 6) lze získat z odpadu PA 6 depolymerizací a znovu použít při výrobě polymerů v kvalitě panenského původu. Společnosti jako DSM (nyní Envalior) a Lanxess pro to vyvinuly komerční procesy. Chemická recyklace PA 12 je méně rozvinutá a komerčně méně vyspělá.
Z hlediska uhlíkové stopy má PA 12 vyšší ekologickou zátěž na kilogram kvůli složitější cestě syntézy jeho monomeru. Protože však díly PA 12 mohou vydržet déle v agresivním prostředí bez degradace, kterou vlhkost a chemikálie způsobují u PA 6, analýza životního cyklu někdy upřednostňuje PA 12 v aplikacích, kde eliminuje předčasné poruchy a výměny.
Existují biologické verze obou materiálů. Bio PA 6 (využívá bio-kaprolaktam z obnovitelných surovin, jako je ricinový olej) a bio-based PA 12 (laurolaktam získaný z ricinového oleje je komerčně dostupný po desetiletí, jak vyrábí Evonik pod značkou Vestamid), jsou oba přístupné návrhářům, kteří chtějí snížit závislost na fosilních palivech.
Jak si vybrat mezi PA 6, PA6 GF a PA 12
Rozhodování mezi těmito materiály by mělo být řízeno systematickým hodnocením aplikačních požadavků. Následující průvodce poskytuje výchozí rámec:
| Požadavek na design | Doporučený materiál |
|---|---|
| Maximální tuhost a pevnost za nejnižší cenu | PA6 GF30 nebo PA6 GF50 |
| Ohebné potrubí nebo hadice v kontaktu s palivy nebo hydraulickou kapalinou | PA 12 |
| Konstrukční držák, pouzdro nebo součást pod kapotou až do 150 °C | PA6 GF30 HS nebo PA6 GF50 HS |
| Venkovní část s UV a vlhkostí, bez vysoké zátěže | PA 12 (nebo PA6 s UV stabilizátorem) |
| Přesná součást vyžadující úzkou rozměrovou toleranci | PA 12 nebo PA6 GF (zvažuje se anizotropie) |
| Aplikace pro 3D tisk SLS | PA 12 prášek |
| Ozubené kolo nebo ložisko s nízkým požadavkem na tření | PA 6 (mazaná třída nebo plněná MoS₂) |
| Část pracující při teplotě -30 °C nebo nižší vyžaduje flexibilitu | PA 12 |
Pokud je rozhodnutí po tomto počátečním screeningu stále nejasné, vyplatí se vyžádat si vzorky pro testování materiálů od dodavatelů a provést testování specifické pro aplikaci, včetně úpravy na očekávaný obsah provozní vlhkosti před měřením mechanických vlastností. Testování za sucha lisovaný PA 6 proti kondicionovanému PA 12 zkresluje srovnání nerealistickým směrem — vždy porovnávejte materiály za ekvivalentních stavů kondicionování reprezentativních pro skutečné provozní podmínky.